
PLC ไม่ใช่แค่การเขียนโปรแกรม แต่คือการออกแบบ Logic ที่ควบคุมเครื่องจักรทั้งระบบ บทความนี้จะพาคุณเข้าใจหลักการทำงานของ PLC ตั้งแต่พื้นฐานไปจนถึงแนวคิดที่ใช้จริงในงานอุตสาหกรรม
ในยุคที่ภาคอุตสาหกรรมก้าวสู่ระบบอัตโนมัติ (Automation) การควบคุมเครื่องจักรให้ทำงานได้อย่างแม่นยำและมีประสิทธิภาพถือเป็นหัวใจสำคัญของการผลิต อุปกรณ์ที่อยู่เบื้องหลังระบบเหล่านี้คือ
Programmable Logic Controller (PLC) หรือที่เรียกกันสั้น ๆ ว่า PLC
ซึ่งทำหน้าที่เสมือน "สมอง" ของเครื่องจักร โดยรับข้อมูลจากอุปกรณ์ต่าง ๆ ประมวลผลตามโปรแกรม และสั่งงานอุปกรณ์ปลายทางให้ทำงานตามลำดับที่กำหนด
จุดเด่นของ PLC คือ ความยืดหยุ่นในการปรับเปลี่ยนการทำงานของเครื่องจักร ในหลายกรณีสามารถแก้ไขลำดับการทำงานได้เพียงปรับโปรแกรม โดยไม่จำเป็นต้องเดินสายไฟใหม่ทั้งหมดเหมือนระบบรีเลย์แบบดั้งเดิม ช่วยลดทั้งเวลา ค่าใช้จ่าย และเพิ่มความสะดวกในการบำรุงรักษาระบบ
สำหรับผู้ที่กำลังเริ่มต้นศึกษา การเข้าใจหลักการทำงานของ PLC ถือเป็นพื้นฐานสำคัญ และการเข้าร่วม อบรม PLC จะช่วยให้มองเห็นภาพรวมของระบบ ตั้งแต่การรับสัญญาณอินพุต การประมวลผล ไปจนถึงการสั่งงานเอาต์พุตได้อย่างถูกต้องและเป็นระบบ
โครงสร้างพื้นฐานที่คนทำระบบต้องรู้
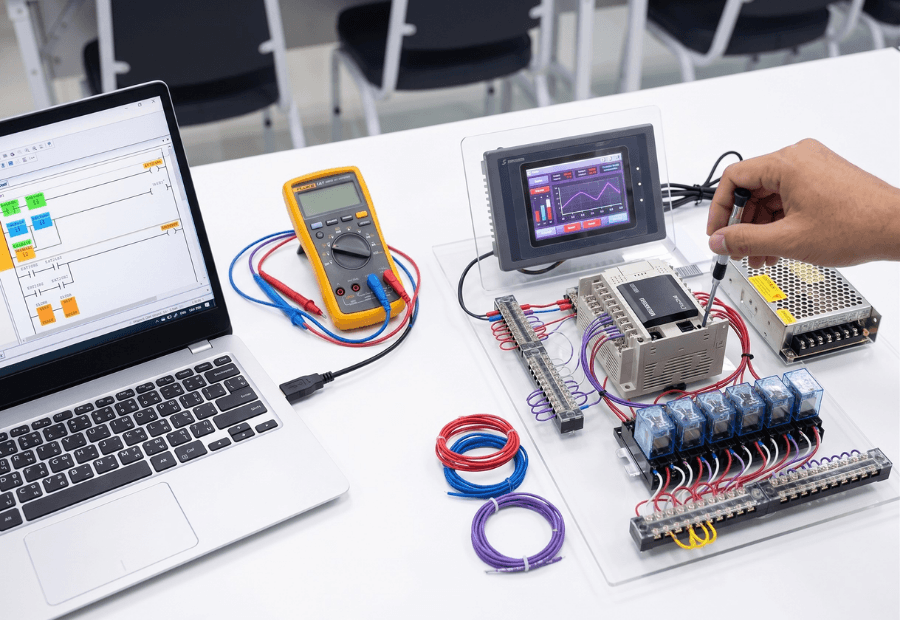
ก่อนจะไปถึงขั้นตอนการเขียนโปรแกรม เราควรเข้าใจโครงสร้างฮาร์ดแวร์ก่อนว่า ระบบเหล่านี้ทำงานร่วมกันอย่างไร โดยหลักๆ แล้วจะแบ่งออกเป็น 3 ส่วน ได้แก่
- CPU (หน่วยประมวลผลกลาง) : หัวใจหลักที่ทำหน้าที่คิดและประมวลผลคำสั่งด้วยไมโครโปรเซสเซอร์ มันจะอ่านข้อมูลอินพุต ทำตามคำสั่งโปรแกรม และส่งผลลัพธ์ออกไปเป็นรอบๆ ที่เรียกว่าการสแกน (Scan) ซึ่งใช้เวลาทำงานรวดเร็วมากในระดับเสี้ยววินาที
- I/O (หน่วยอินพุตและเอาต์พุต) : อินพุตคือด่านหน้ารับสัญญาณจากเซนเซอร์หรือปุ่มกด โดยมักจะมีระบบแยกสัญญาณทางไฟฟ้า (Isolate) ด้วยแสง เพื่อป้องกันไม่ให้ CPU เสียหายเมื่อเกิดเหตุไฟลัดวงจร ส่วนเอาต์พุตจะนำผลลัพธ์จาก CPU ไปขับโหลด เช่น สั่งมอเตอร์หมุน เปิดวาล์วน้ำ หรือสั่งหลอดไฟแจ้งเตือน
- Programming Device : อุปกรณ์ที่ใช้สำหรับเขียนและอัปโหลดโปรแกรมลงในหน่วยความจำของเครื่อง เพื่อสั่งให้ CPU ทำงานตามที่เราออกแบบไว้
หัวใจสำคัญของการเขียนโปรแกรมควบคุม PLC
การเริ่มต้นวางแผนออกแบบ Programmable Controller ให้เครื่องจักรขนาดใหญ่ทำงานตามสั่งอาจดูเป็นเรื่องซับซ้อน แต่หากได้รับการอบรม PLCอย่างถูกต้อง คุณจะพบว่าหลักการเหล่านี้ถูกออกแบบมาให้เข้าใจง่าย และมีพื้นฐานใกล้เคียงกับตรรกะทางไฟฟ้าที่เราคุ้นเคย โดยมีองค์ประกอบคำสั่งหลักๆ ดังนี้
1. Ladder Diagram (ภาษาแลดเดอร์)
ภาษาที่ได้รับความนิยมสูงสุดและเป็นมาตรฐานสากลในการเขียนโปรแกรมคือ Ladder Diagram หน้าตาของมันคล้ายคลึงกับวงจรไฟฟ้ารีเลย์แบบดั้งเดิม ประกอบด้วยเส้นจ่ายไฟซ้าย-ขวา และมีหน้าสัมผัส (Contact) เรียงต่อกันเป็นขั้นบันได (Rung) ความเรียบง่ายแบบมองเห็นภาพเป็นวงจรนี้ ทำให้วิศวกรหรือช่างหน้างานสามารถทำความเข้าใจ ไล่สาย และค้นหาจุดบกพร่องของระบบได้อย่างรวดเร็ว
2. Logic (ตรรกะการทำงาน)
การควบคุมทุกอย่างล้วนตั้งอยู่บนตรรกะ (Logic Gate) ไม่ว่าจะเป็น AND (เงื่อนไขต้องทำงานพร้อมกันทั้งหมด), OR (เงื่อนไขอย่างใดอย่างหนึ่งทำงาน) หรือ NOT (การกลับสถานะการทำงาน) การจัดระเบียบเงื่อนไขเหล่านี้ให้ถูกต้องคือหัวใจของการสั่งงานเครื่องจักร การหาคอร์สอบรม PLC ที่เน้นสอนวิธีคิดและจัดกระบวนการทำงานแบบลอจิก จะช่วยลดข้อผิดพลาดในการเขียนคำสั่งที่ขัดแย้งกันเองลงได้อย่างมหาศาล
3. Timer (การตั้งเวลา)
ในการทำงานจริง เครื่องจักรไม่ได้ทำงานแบบเปิด-ปิดปุบปับเสมอไป บ่อยครั้งต้องใช้ "เวลา" เข้ามาเป็นเงื่อนไขร่วมด้วย เช่น เมื่อกดปุ่ม Start แล้ว ต้องรอ 3 วินาทีสายพานถึงจะเริ่มทำงาน ฟังก์ชัน Timer จึงถูกสร้างขึ้นมาเพื่อหน่วงเวลา (On-Delay) หรือยืดเวลาการทำงาน (Off-Delay) ให้ระบบทำงานได้อย่างนุ่มนวลและเป็นจังหวะ
4. Counter (การนับจำนวน)
เมื่อมีเวลาแล้ว การ "นับจำนวน" ก็สำคัญไม่แพ้กัน ฟังก์ชัน Counter ช่วยให้เราตั้งเงื่อนไขได้ว่า เมื่อเซนเซอร์นับชิ้นงานบนสายพานครบ 100 ชิ้น ให้สั่งเครื่องจักรหยุดทำงานอัตโนมัติ หรือสั่งแขนกลให้ปัดชิ้นงานแพ็กลงกล่อง ถือเป็นเครื่องมือพื้นฐานที่ขาดไม่ได้เลยในไลน์สายพานการผลิต
5. Sequence (การทำงานตามลำดับขั้นตอน)
เครื่องจักรอุตสาหกรรมมักจะทำงานเป็นสเต็ป (Step) เรียงต่อกันไป หรือที่เรียกว่า Sequence Control
ตัวอย่างเช่น
กระบอกสูบ A ดันชิ้นงานออก -> รอ 2 วินาที -> กระบอกสูบ B สแตมป์ตราสินค้า -> กระบอกสูบ B หดกลับ -> กระบอกสูบ A หดกลับ
การออกแบบโค้ดโปรแกรมให้ทำงานตามลำดับอย่างลื่นไหลโดยไม่เกิดการทำงานค้างหรือชนกันเอง (Interlock) คือทักษะสำคัญที่ต้องอาศัยการวางแผนที่ดี
ต่อยอดความรู้สู่การใช้งานจริง
การเข้าใจหลักการเขียนโปรแกรม PLC เป็นเพียงจุดเริ่มต้นของการพัฒนาทักษะ แต่การฝึกปฏิบัติกับอุปกรณ์จริงจะช่วยให้เข้าใจการทำงานของระบบ Automation ได้ชัดเจนยิ่งขึ้น ไม่ว่าจะเป็นการต่อวงจรอินพุตและเอาต์พุต การทดสอบโปรแกรม การวิเคราะห์ข้อผิดพลาด หรือการแก้ไขปัญหาหน้างาน
สำหรับผู้ที่ต้องการนำความรู้ไปใช้งานจริง การเข้าร่วมอบรม PLC ที่มีทั้งภาคทฤษฎีและภาคปฏิบัติ จะช่วยให้เข้าใจการประยุกต์ใช้งานในสถานการณ์จริง สามารถออกแบบระบบควบคุมเครื่องจักรได้อย่างมีประสิทธิภาพ และต่อยอดสู่การทำงานด้านระบบอัตโนมัติในภาคอุตสาหกรรมได้อย่างมั่นใจ